Most combined cycle professionals understand that a joint between grade 91 steel and an austenitic stainless steel is considered a dissimilar-metal weld. For that reason, it requires special welding procedures. But what some folks may not realize is that a joint between two austenitic stainless steels could also be considered a dissimilar-metal weld (Figure 3).
 |
| 3. When is similar, not the same? A joint made between two metals from the same alloy family could still be a dissimilar-properties weld. Courtesy: Euroweld Ltd. |
Sounds counterintuitive for two steels of the same name to be called dissimilar, right? But that underscores the reason why the industry needs to stop using the term “dissimilar-metal weld” altogether, because it’s misleading to inexperienced welders and plant engineers alike. To be more precise, we should all refer to those risky steel joints as “dissimilar-properties welds,” because it’s the difference in the properties of two metals that causes all of the concerns. The difference—or similarity—in the metals’ names doesn’t matter one iota!
Carbon Content/Strength
Consider the two stainless steels mentioned above, which are frequently used in combined cycle and cogeneration plants. If you judge by their common name, austenitic stainless steel, you might conclude that you have matching metals, and that welding them together would be an ordinary task. But if you look closely at their properties, you find that is not the case.
The American Iron and Steel Institute (AISI) defines one of them—Alloy 347—as having a minimum of 18% chromium and 11% nickel, with a maximum of 0.08% carbon. The other one, Alloy 347H, can have a higher carbon content—up to 0.10%—which enhances high-temperature strength (Figure 4). The difference in high-temperature strength makes a joint between these two steels a dissimilar-properties weld, which can only be made with special welding procedures.
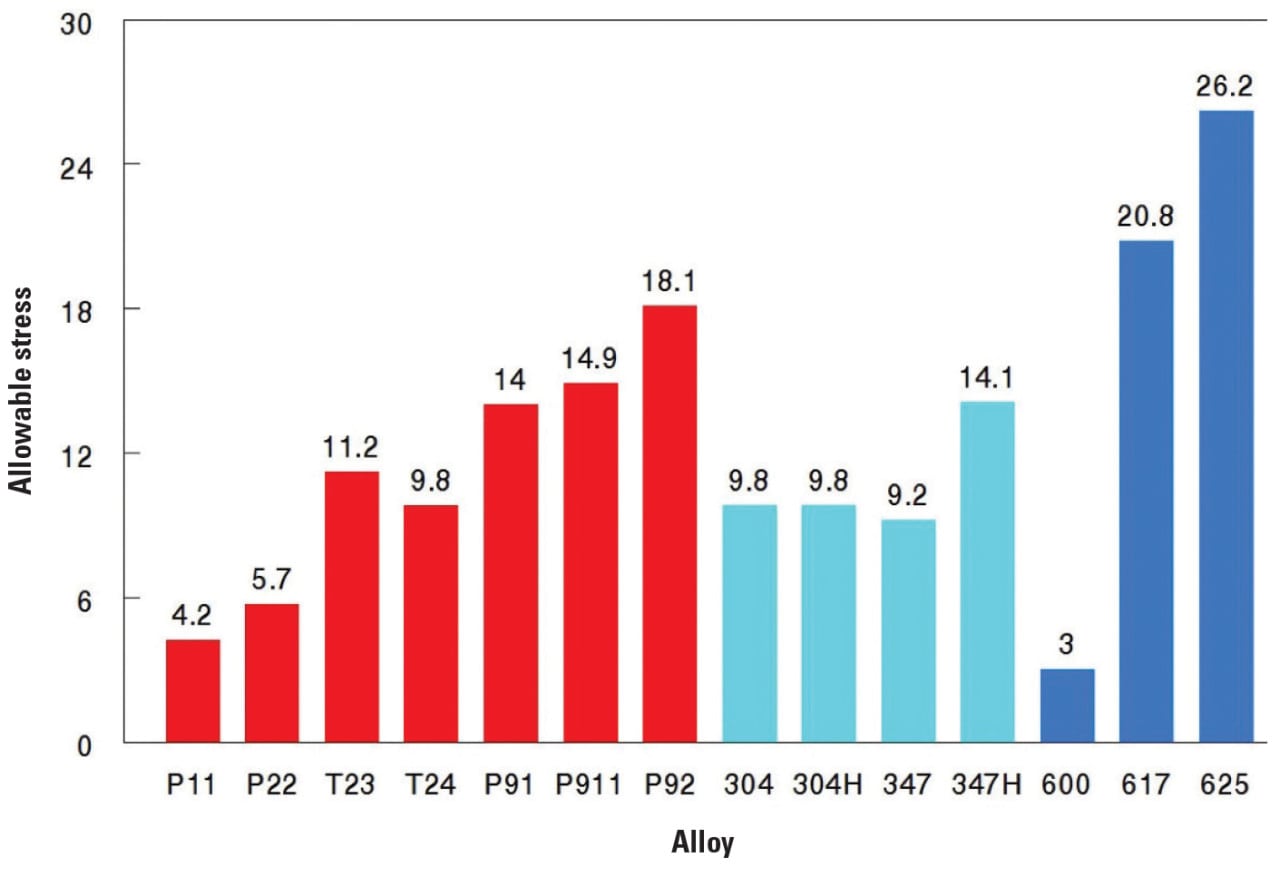 |
| 4. Dissimilar properties. Although Alloy 347 and Alloy 347H may sound similar, differences in high-temperature strength make welding joints between the two, dissimilar-properties welds. Values on this chart are in kilopounds per square inch at 1,100F. Courtesy: Euroweld Ltd. |
Similarly, differences exist in the chrome content of steels within the one family of chromium/molybdenum alloys that are also commonly welded in combined cycle and cogeneration plants. We’re talking about P11 and P22, which are often referred to by the same slang term, “chrome-moly,” and therefore are often joined together as if it’s an ordinary weld. Even though both of these metals are called chrome-moly, they have very different properties, so their weld should be made with very special procedures.
These are just two of the problems created by the metal-standards organizations with their current classification of “P numbers,” which have shoehorned metals of different properties into the various classifications. To correct these problems, AISI needs to update its standards, as do the American Society for Testing and Materials (ASTM) and the American Society of Mechanical Engineers (ASME). Code committees are currently working on this, so updates could be issued soon.
Inspect, Don’t Expect
You’ve probably heard the old management adage, “You get what you inspect, not what you expect.” The expression couldn’t be truer than in the case of dissimilar-properties welds. That’s why operations and maintenance personnel should identify all of the dissimilar-properties welds in their plant, and give them a special inspection.
Inspections should focus on the transition zone between the base metals, because that’s where harmful intermetallic compounds and other defects are found, if any have formed. Using optical microscopy, look for the presence of these intermetallic compounds, such as niobium carbides, chrome carbides, and so on. If the metallography reveals any defects, then the weld needs to be remade.
In many cases, the remade weld should use a third material as a “buttering layer” between the two base metals. The buttering material must be soluble with each of the base metals, so a nickel-based filler is often the correct choice.
Construction contractors and original equipment manufacturers are typically equipped to comply with the special welding procedures needed for dissimilar-properties welds. After commissioning, however, the plant is turned over to the power plant crew, which may not be equipped to thoroughly inspect all welds completed during routine maintenance and plant outages. That’s why a qualified contractor should be hired to conduct a metallographic inspection of all of the dissimilar-properties welds performed.
Post-Weld Heat Treatment
In combined cycle and cogeneration plants, the single most troublesome dissimilar-properties weld is the one between a grade 91 steel and one of the common steels—either P11 or P22. Joining P91 to P11/22 is so troublesome that it requires post-weld heat treatment (PWHT) in 100% of the cases in order to preserve the metallic microstructure. Very specific PWHT requirements are published in many different codes and should not be disregarded. ■
—William F. Newell Jr., PE is vice president for Euroweld Ltd. and Rob Swanekamp, PE is executive director of the HRSG User’s Group.
https://www.powermag.com/dissimilar-metal-weld-is-a-misnomer/?pagenum=2