For the past 40 years, titanium has been the material of choice for condenser tubes exposed to sea and brackish water applications. That said, rising raw material costs make it important to reconcile engineering desires with budget limits in new plant designs. As an alternative, you might consider several highly alloyed stainless steels that approach the corrosion resistance of titanium at a modest premium over the cost of more common stainless steel options.
A typical nuclear plant might have six condenser sections, each with perhaps as many as 15,000 1-inch-diameter tubes about 50 feet long. That’s over 140 miles of tubes (Figure 1). Rising commodity prices will push purchasers to review alternative materials rather than automatically selecting titanium as the condenser tube material for the new generation of nuclear plants.

1. Tubular exchanger. A typical tubular bundle for a large thermal or nuclear power plant uses thousands of tubes. Courtesy: Alstom Power Turbomachines
Depending on the quality of the circulating water, many tube material options can be selected for the steam surface condenser. Titanium may be the material of choice for seawater, brackish water, and tertiary-treated municipal wastewater effluent. However, less-expensive super alloy alternatives can be considered when conditions permit. Table 1 compares the mechanical properties of titanium with three less-expensive super alloy alternatives now available in the market. These alloys are UNS S31254 superaustenitic alloy and UNS S44735 and UNS S44660 superferritic alloys. Their perhaps more familiar ASTM designations are included in Table 1.

Table 1. Typical chemical composition of titanium and three super stainless steels that were tested. Constituents are in percent. Source: ASTM
Dare to compare
Once the mechanical properties are found to be acceptable, condenser designers turn their attention to the tube material’s heat transfer properties. The thermal conductivity of these three alternative materials are compared against titanium in Table 2. All three super alloys have reasonable thermal performance in steam condensers, especially when used in thin-wall tube applications. Titanium, due to its improved thermal conductivity, will still outperform the super alloys under consideration. However, the thermal performance of all four candidate materials is decidedly less than that of copper alloys.

Table 2. Thermal conductivity of the alloys under investigation. Source: ASTM
Experience within the power generation industry has demonstrated that thermal conductivity is only a small contributor to overall heat transfer. Steam and water-side film and fouling coefficients have a more significant influence.
Heat transfer performance actually is more closely linked with the tubing material’s corrosion resistance. An alloy surface that exhibits low corrosion rates in the heat exchanger environment while remaining relatively clean can provide excellent heat transfer performance over the service life of a heat exchanger.
If the super alloys have acceptable mechanical and thermal properties, then the next step is to assess erosion as well as pitting and crevice corrosion resistance.
Erosion resistance. The four alloys under investigation demonstrate excellent resistance to suspended solids (sand) erosion, steam-side droplet impingement, cavitation, turbulence, and high velocity flow, including mechanical damage as a result of flow-accelerated corrosion (FAC). Superior mechanical strength associated with these alloys is the principal reason for their excellent resistance to this type of attack (Table 3).

Table 3. Minimum mechanical properties of the alloys under investigation. Source: ASTM
In particular, UNS S44735 and UNS S44660 exhibit very high mechanical properties and are particularly erosion-resistant. However, they are more difficult to mechanically expand, so they require greater care during tube-to-tubesheet attachment operation.
Pitting and crevice corrosion resistance. Titanium is known to offer exceptional resistance to corrosion because of its naturally forming protective oxide film layer. This film layer, which increases over time, provides immunity to general and localized attack in power plant surface condenser applications where high chloride and brackish water conditions exist. Grade 2 titanium has operated nearly 40 years in condenser power plant service without one reported corrosion incident.
UNS S31254, S44735, and S44660 are highly alloyed stainless steels designed to resist mainly pitting and crevice corrosion but also stress corrosion cracking in saline environments.
Start with lab tests
Certain corrosion resistance measurements are commonly used to assess the resistance of stainless steels to localized corrosion phenomena. Table 4 gives the average, minimum, and maximum values for the Pitting Resistance Equivalent Number (PREN), the Critical Pitting Temperature (CPT), and the Critical Crevice Temperature (CCT) of the three super stainless alloys under investigation, according to the chemical composition range as indicated in ASTM standards. Pay attention to not just the average values but also the minimum values PREN, CPT, and CCT can reach due to the tolerances of the different chemical components of these three super alloys.

Table 4. PREN, CPT, and CCT of UNS S31254, S44735, and S44660. Source: Valtimet
The empirical values of PREN, CPT, and CCT are typically accepted benchmarks within industry and are employed as tools to estimate the pitting and crevice corrosion resistance of conventional stainless steel grades. Unfortunately, these calculated values are not sufficiently accurate to legitimately compare the members of the same family of highly alloyed stainless. Corrosion investigations performed on super stainless alloys used in seawater applications require both electrochemical and conventional ASTM tests to get a clearer picture of the materials’ performance.
ASTM G48 standard Method A and Method B tests were conducted on the three superferritic stainless materials under investigation. Weight loss leading to the corrosion rate and visual/ optical examination of the specimens after testing allow assessment of their susceptibility to localized corrosion.
According to the ASTM G48 Method A, samples were immersed in an iron chloride solution at 50C for 24 hours (pH 0.5). Both UNS S44735 and S44660 materials showed a low susceptibility to pitting corrosion, without any trace of pits, and low corrosion rates (4 µmpy for UNS S44660 and 3 µmpy for UNS S44735).
Following the procedure requirements of ASTM G48 Method B, samples were immersed in an iron chloride solution at 50C for 24 hours (pH 1.08). Two TFE-fluorocarbon blocks were fastened to the test specimens in order to reproduce calibrated deposits where crevice corrosion susceptibility could initiate. Both UNS S44660 and S44735 materials showed a low susceptibility to crevice corrosion (no sign of crevice corrosion).
Electrochemical investigation
The drawback to ASTM G48 testing is, of course, the use of an artificial medium to test the materials in question. This medium may not accurately represent actual performance in a seawater or brackish water service environment. Therefore, electrochemical tests were performed using artificial seawater as a reference for the actual medium that comes into contact with materials in heat exchangers. The investigations were carried out on welded tube samples of 25.4 mm OD × 0.7 mm wall thickness at 50C, in two testing solutions:
-
Artificial seawater based on ASTM D-1141 (pH = 7.5), representing typical in-plant service conditions.
-
Chloride solution composed of 100 g/L NaCl (pH = 5.8), representing more severe conditions (higher chloride content and lower pH) in order to more clearly distinguish the materials.
Polarization tests performed in an artificial seawater environment result in a ranking in terms of nobleness of the materials. According to current densities (both critical related to dissolution peak and passivation stage), this same ranking can be applied to the corrosion resistance properties of the alloys. These rankings are, left to right, from the highest rated corrosion resistance to the lowest:
Ti > UNS S44735 > UNS S31254 ~ S44660
In addition to the polarization tests, electrochemical tests were performed using 100 g/L NaCl solution. This additional testing confirmed the superior corrosion resistance of UNS S44735 over UNS S44660 and S31254.
Cyclic polarization curves measure the pitting potential in 1M NaCl solution according to ASTM Standard G61 (pH 3 – 50C). The results (Table 5) are conclusive and lead to the same ranking as identified in the electrochemical tests.

Table 5. Pitting potential (mV/SCE) of the alloys under investigation in 1 M NaCl solution at pH 3.0. Source: Valtimet
Influence of heat treatment
Investigations were carried out on UNS S44735 to assess the impact of various heat treatment processes that are used during the tube manufacturing operation. Electrochemical and conventional ASTM tests were performed on three different surface conditions according to heat treatment processes:
-
Condition 1 — as received: S44735 strip tested without any additional heat treatment other than the one performed during the strip production.
-
Condition 2 — open air annealed: Strip that had been heat treated at 900C under air (open air annealed) and pickled to remove the residual oxidation due to the oxidizing environment during the heat treatment process (representative of welded tubes that are open air annealed and pickled).
-
Condition 3 — bright annealed: Welded tube that had been heat treated at 900C under hydrogen (argon optional) protective atmosphere (representative of welded tubes that are bright annealed).
Tests performed in artificial seawater demonstrated that the heat treatment under a protective atmosphere provides improved corrosion behavior versus either the "as received" or the "open air annealed" specimens. The polarization curve of the "open air" specimen, even if it has been cleaned from residual oxidation in an acidic solution, shows a small increase in the passivation stage conventionally correlated with a small susceptibility to crevice corrosion, which might be generated under the remaining oxidized area.
Electrochemical tests performed using a 100 g/L NaCl solution will similarly allow ranking of the three heat treatment conditions of the UNS S44735 material when tested in 100 g/L NaCl solution:
-
Bright anneal (900-H 2) > open air.
-
Anneal (900-air) > as received.
The use of corrosion rate assessment (Table 6) and pitting potential values (Table 7) also point to a better corrosion resistance of UNS S44735 material when it is heat treated under hydrogen protective atmosphere.
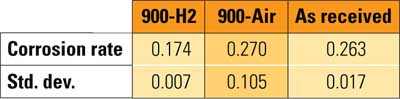
Table 6. Corrosion rates (mmpy) of the alloys under investigation in artificial reference seawater. Source: Valtimet
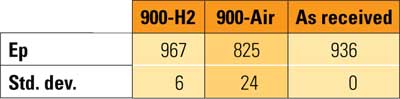
Table 7. Pitting potentials (mV/SCE) of the alloys under investigation in 1 M NaCl solution at pH 3.0. Source: Valtimet

Table 8. Weight loss corrosion of the alloys under investigation per ASTM G48 Method A and B. Source: Valtimet
Pit testing
ASTM G48 pitting and crevice corrosion tests also confirm that heat treatment under a hydrogen (or argon) protective atmosphere demonstrates better corrosion resistance than either the "open air anneal" (900-air) or the "as received" specimens. Furthermore, the "open air annealed" (900-air) UNS S44735 specimen showed a very high susceptibility to crevice corrosion, apparently due to a residual oxidation contamination following the heat treatment and acid pickling process (Figure 2).
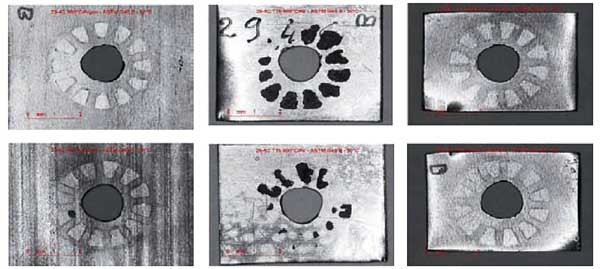
2. ASTM G48 Method B. Specimens after test (left to right): “900-H2,” “900-H2,” “as received.” Courtesy: Valtimet
The ASTM G-48 pitting and corrosion tests can be generalized to all stainless steels, concluding that welded tubes that are bright-annealed during the production process show better corrosion resistance than those that are open air-annealed and then pickled.
Making material selections
Titanium tubing is the uncontested, superior technical solution for power plant condenser and heat exchanger service, but it comes at a cost. Titanium demonstrates general corrosion immunity in sea and brackish water. Titanium also has better heat transfer performance than the stainless family, has excellent erosion and corrosion resistances, and has an installation track record approaching 40 years of operation without one reported corrosion event. In addition, titanium can be utilized in very thin-wall gauges (down to 0.4mm/0.016 inch), which means savings in both first cost and weight.
However, test data show that certain super stainless tubing performs well in seawater service. Employing a variety of corrosion measurement tools for evaluating welded stainless steel tubing — including electrochemical assessment and ASTM standardized investigations — it has been demonstrated that super alloys UNS S31254, S44735, and S44660 can be confidently used in seawater service. The same data also demonstrate that the bright annealed, super stainless UNS S44735 provides better corrosion resistance than either alloys S31254 or S44660 (open air annealed and pickled).
Admittedly, the family of super alloy stainless steels is not as corrosion resistant as titanium, but purchasers must perform a complete life cycle cost analysis for each application to determine an acceptable material selection. The good news is that you have options.
Test data and portions of the text were originally published in the April 2008 issue of Stainless Steel World and are used by permission.
—Haydée Richaud-Minier and Gérard Pascal are with Valtimet, France. Hervé Marchebois is with the Vallourec Research Center, France. Dennis Schume is with Valtimet Inc., USA.