Coal-fired power plants can significantly improve wet limestone scrubbing with advanced process control. One optimization system implemented at a Japanese facility utilized enhanced regulatory control, model-based prediction, and process value prediction to reduce house load, saving $900,000 annually.
According to the International Energy Agency, coal-fired power plants generate about 37% of the world’s electricity, making them the largest single source of electricity generation worldwide. Compared to other sources of power generation, coal-fired plants tend to have higher emissions, so it is imperative for plant owners to use every means possible to reduce these potential pollutants.
A primary target for reduction is sulfur, found in varying degrees in every type of coal. The most efficient way to remove sulfur from flue gas is with wet limestone scrubbing. This method is much more efficient than alternatives such as spray absorption, fluid bed processes, and dry injection.
Because of its high efficiency and other benefits, wet limestone scrubbing systems are used in thousands of coal-fired power plants worldwide. But many of the systems used in these plants are not optimized for operation, and thus use excess energy and limestone.
This article will describe a method of advanced process control widely used to improve the operation of wet limestone scrubbing systems, starting with an explanation of the process, then showing how to optimize these systems using advanced process control.
Wet Limestone Scrubbing Process Description
Figure 1 depicts a flow diagram for a typical wet limestone scrubbing flue gas desulfurization (FGD) process. Sulfur dioxide (SO2) contained in the flue gas is absorbed by a limestone slurry sprayed from the header at the top of the absorber.
 |
|
1. Limestone scrubbing flow diagram. Wet limestone scrubbing is the most efficient means for removing SO2 in the stack gases exhausted to the atmosphere. Courtesy: Yokogawa |
This limestone slurry, a mix of limestone and water, is supplied from the limestone slurry tank to the absorber. Slurry flow is regulated by the slurry control valve, with recirculation pumps moving the limestone slurry to the header. These recirculation pumps keep the limestone slurry flowing to the header so as to continue spraying it into the flue gas from the top of the absorber.
Flue gas from the boiler passes through a gas-to-gas heat exchanger to remove excess heat. It then flows into the absorber in the reverse direction to the spray of limestone slurry. After the flue gas is sprayed with wet limestone, it exits the absorber. It then passes through the gas-to-gas heat exchanger, and is finally vented to atmosphere through the stack.
In the absorber, SO2 contained in the flue gas is absorbed because of the chemical reaction between the SO2 and the limestone slurry. The chemical reaction formula for this desulfurization process is:
CaCO3 + SO2 + 2 H2O +½ O2 => CaSO4 + 2 H2O + CO2
SO2 is absorbed by the CaCO3 (limestone) thus reducing the outlet SO2 to keep it lower than regulatory limits. The process produces CaSO4 + 2 H2O (gypsum) as a byproduct of the chemical reaction in the absorber, along with small amounts of carbon dioxide (CO2). This gypsum has a market value because it is used as a raw material for cement additives, gypsum board, and other products.
In general, these wet limestone scrubbing systems are very efficient, but often consume excess energy for the operation of the recirculation pumps because all pumps are running during operation, often sending excess limestone to the absorber. Therefore, the main objectives of the FGD optimization system described in this article are to reduce the amount of power needed to run these pumps and to reduce limestone consumption.
The optimization system enables the plant to use the minimum number of pumps required to keep the outlet SO2 lower than limits. This also reduces the amount of limestone slurry required, but the major contributor to cost savings is cutting energy use by removing one or more recirculation pumps from service based on the input SO2 value.
Optimizing Operation
FGD control is normally implemented by the distributed control system through the regulation of limestone slurry flow. The limestone slurry flow is controlled based on the pH value as measured by an analyzer installed in the absorber. Typically, the pH value must be controlled to ensure proper performance of the desulfurization process in the absorber, therefore the limestone slurry flow is controlled to maintain the proper pH value. For this control scheme, other indices such as the FGD inlet and outlet SO2 are not used, and all recirculation pumps are operated regardless of the inlet SO2 value, with slurry flow regulated by the control valve.
As previously mentioned, the primary objective of the FGD system is to keep the outlet SO2value lower than the regulatory limit. However, the system often over performs and generates an unnecessarily large gap between the required and the actual outlet SO2 value. The optimization system addresses this issue by shutting off one or more recirculation pumps while keeping the outlet SO2 lower than the regulation limit.
The optimization system typically consists of three functions: enhanced regulatory control, model-based prediction, and process value prediction. The system uses these three functions to continuously determine the minimum required number of recirculation pumps in operation, and to calculate the setpoint for the limestone slurry flow PID (proportional-integral-derivative) control loop.
Enhanced regulatory control governs the number of recirculation pumps in operation and calculates the slurry flow setpoint. It also calculates the optimal pH setpoint, using feed-forward control for some abnormal cases. Enhanced regulatory control also keeps track of the run time of each recirculation pump, and uses this data to equalize the operating times of the pumps.
Model-based prediction control executes the optimized slurry flow calculation and optimized pH calculation to keep the FGD outlet SO2 lower than the limit. It does this by following the set point of the outlet SO2 value.
Process value prediction calculates the SO2 value and CaCO3 value. The CaCO3 value prediction function prevents abnormal conditions in the FGD plant. This is very important because high CaCO3 density has a significant negative impact on FGD performance, with FGD system shutdown required in the worst case.
When the FGD system is operating correctly, the CaCO3 density will be within its allowable range because the proper chemical reaction is taking place to minimize unreacted limestone slurry. However, if the FGD is not operating correctly due to excess scaling or other abnormal conditions, the outlet SO2 will trend higher than normal. This will cause the controller to keep increasing limestone slurry flow, with a consequent increase in CaCO3. If this state of operation continues, the FGD may require shutdown to remove limestone slurry inside the FGD.
This optimization system automatically adjusts to different coal types because it uses the inlet SO2 value as an input to the system. This value varies significantly based on the coal type and is an important parameter for optimizing control. The system also automatically adjusts for spray nozzle plugging and pump performance deterioration. Varying plant load is not a problem as the optimization system works well in the range from low to full load.
Worthwhile Results
A 700-MW coal-fired power plant in Japan implemented the optimization system described above. This plant runs about 300 days per year at baseload, and is not in operation for the other 65 days of the year. The energy savings realized by running only the required number of recirculation pumps was 12.4% of the unit’s total house load, equating to about $900,000 in energy savings per year based on market conditions in Japan. Another benefit was reduced pump run times, which resulted in lower pump maintenance costs and extended pump life. A third benefit was less limestone usage.
 |
|
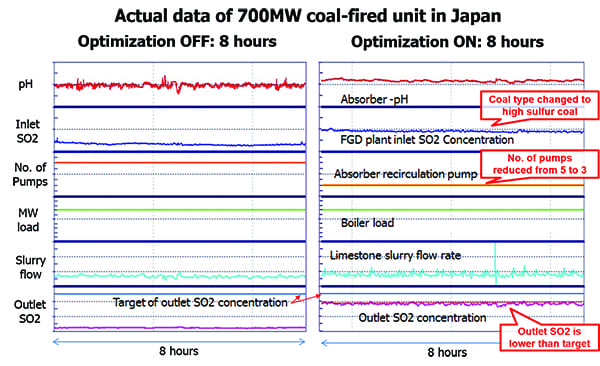
2. Operational data with and without optimization. This 700-MW coal-fired unit employed an optimization system to cut the number of recirculation pumps in operation from five to three, reducing the unit’s total house load by 12.4% and saving $900,000 per year in energy costs, while keeping the outlet SO2value lower than the regulation value. Courtesy: Yokogawa |
Figure 2 depicts details showing operation with and without optimization for this unit. Without optimization, the outlet SO2 value was controlled lower than the regulation value with five recirculation pumps in operation, but there was a significant gap between the outlet SO2 and the allowable limit. This excess desulfurization performance results in excess energy consumption.
With optimization, only three pumps were required to run, and the outlet SO2 was kept lower than the regulation value. This was the main benefit of the optimization system as it significantly reduced energy use and limestone consumption. Although the outlet SO2 was slightly higher, it was still well within the target value dictated by regulatory requirements.
In addition to the example given above, the FGD optimization system has contributed to significant savings at another 1,000-MW coal-fired power plant in Japan as well.
Coal-fired power plants generate more electricity than any other source worldwide. It is therefore imperative for owners to operate these plants as efficiently as possible. One of the main ways to do that is by only running the number of recirculation pumps required for wet limestone scrubbing systems.
Although it is simple to describe the objective of such an optimization system, it requires a high level of sophisticated advanced process control using multiple techniques including model-based prediction, process value prediction, and enhanced regulatory control. When such an optimization system is implemented, the result is significant savings in energy use, reduced pump maintenance, longer pump life, and less limestone usage. ■
—Toshihiko Fujii is an advanced process control engineer with Yokogawa Electric Corp.
https://www.powermag.com/advanced-process-control-for-optimizing-flue-gas-desulfurization/