The key to successful biomass conversion. By Hans Georg Conrads, Promecon, Barleben, Germany.
The conversion of coal firing systems to biomass poses some serious challenges to operators. In particular, when conventional mills, ie vertical spindle type, are used, the switch from coal to biomass results in radically different behaviour of the whole firing system. Typically, the emerging issues are mill trips, mill fires, flame shoot backs with associated thermal damage to burner tips or even complete burner plugging or meltdowns including fires in the transport lines. The problems differ radically from those encountered with coal. So, different solutions are required.
Also, as the whole firing system, from feeder inlet to burner outlet, is a fluid-dynamic black box, it is hard to say where in that complex process the problems exactly start. They can emerge at different locations in the process at any time.
In Scandinavia, where biomass firing began, as well as in the UK, with the largest biomass to energy operation in the world, and also elsewhere in Europe, experience with conversion of coal firing assets to biomass has proved similar. Mills seem to run stably for some time, but then, without warning, instabilities occur which can trip the system or even cause damage. It can be said that coal as a solid fuel is far more benign as biomass.
As a consequence, power stations have started to use modern on-line measurement and control systems to measure the two phase flow inside PF (pulverised fuel) piping to bring light to the darkness of these problems.
There are three main areas to be looked at:
- The burners. Biomass of course requires different burners from those used for coal because the combustion process time constants are different, from the start of pyrolysis to the end of the carbon burn out. PF burners are mostly operated in a static manner. The air flow ratios between the individual staged air flows into the burner as well as swirl angles are adjusted during tuning carried out as part of commissioning and then fixed so that during operation no changes in burner operation are possible. During operation, the PF burner cannot react to any abrupt changes in fuel to air ratio nor can it influence any of the impulses or dynamics coming from upstream of the firing system.
- The mills themselves. Biomass usually comes in the form of pellets (either ‘white’ or ‘black’ (torrefied)). Both these pellet types grind differently from coal. Coal is pulverised under pressure, with shear forces. Pellets are crushed and disintegrate into fibres that cannot be ground much further. With conversion to biomass firing, therefore, the milling process undergoes changes in terms of: filling level of the mill; roller pressure control; classification; and heat consumption. Stable mill operation with biomass requires different control strategies from those used for coal and improved knowledge of pulveriser dynamic behaviour. In some cases, mills have been radically modified mechanically, eg, removal of the classifier section. However, that by itself is not the complete solution as biomass makes the mill behaviour very dynamic and in many cases erratic.
- The PF pipes. The most radical change in measurement and controls is taking place in PF piping. The behaviour of biomass in PF piping was for a long time not regarded as particularly important, as the piping was seen as just a means of transporting fuel between classifier and burner. However, that perception (which even for coal flow has not proved accurate) needs to be radically revised with the advent of biomass firing.
Due to the coarse and also extremely fibrous nature of biomass dust, biomass transport through the PF piping is extremely prone to settlement and blockage. These phenomena can occur rapidly and without much warning. As the agglomeration process in the pipe is triggered by highly non-linear interaction between the PF particles it is not possible to control or prevent it by static pulveriser settings such those targeting air to fuel ratios or other fixed parameters. Controlling the transport conditions of biomass PF cannot be achieved by defining a fixed set of mill parameters via classical testing. With biomass, this process is rather like constantly balancing a broom stick in order to prevent it from falling.
For PF flow that means constantly monitoring the beginning of unstable transport conditions and actively suppressing them using advanced control techniques.
Another issue to watch with biomass transport is its excessive abrasiveness. Biomass needs far higher transport velocities than coal. As blockages and associated fire hazards are always looming the tendency is to keep velocities at the high end. This however causes excessive wear, especially as velocities in different pipes tend to drift far apart. The right distribution of velocities across all pipes with the target of minimising peak velocities is a key point here. Variable orifices and diverters controlled by advanced online measurements can play a key role in optimisation.
New technologies such as online measurement of PF density and velocity as well as advanced control techniques such as state space controllers, Kalman filters and auto-controlled diverters and dampers can help to face the challenges faced by large biomass fired boilers.
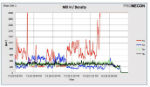 Figure 1a.
Figure 1a.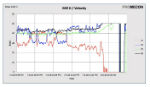 Figure 1b. Figures 1a & 1b. Example of how on-line measurement can detect the beginning of a pipe blockage (pulverised biomass fuel): oscillating fuel density and transport velocity between pipe H1 and H2 until H1 blocks at 11:45, resulting in maxed out density and no flow, with increased transport velocity in the other pipes, >50 m/s
Figure 1b. Figures 1a & 1b. Example of how on-line measurement can detect the beginning of a pipe blockage (pulverised biomass fuel): oscillating fuel density and transport velocity between pipe H1 and H2 until H1 blocks at 11:45, resulting in maxed out density and no flow, with increased transport velocity in the other pipes, >50 m/s